
Sie bauen oder kaufen ein Chassis, weil die Betriebszeit wichtig ist. Wenn der Rahmen, die Schienen, die Schweißnähte oder die Blechtoleranzen verrutschen, fangen die Lüfter an zu klappern, die Bretter sitzen falsch, die Vibrationen steigen und der Pager von jemandem leuchtet nachts um 3 Uhr auf. Abnahmekriterien und AQL für Fahrgestelle auf eine einfache, praxiserprobte und produktionsreife Weise. Ich werde die Sprache der Werkstätten und Qualitätssicherungszentren verwenden, nicht die eines Lehrbuchs. Ich werde auch einfließen lassen, wie wir es bei IStoneCaseWir entwickeln und fertigen GPU- und Server-Gehäuse in großem Maßstab, daher sind diese Dinge für uns keine Theorie.
Akzeptanzkriterien für Fahrgestelle (Abmessungen, Funktion, Schweißnähte, Finish)
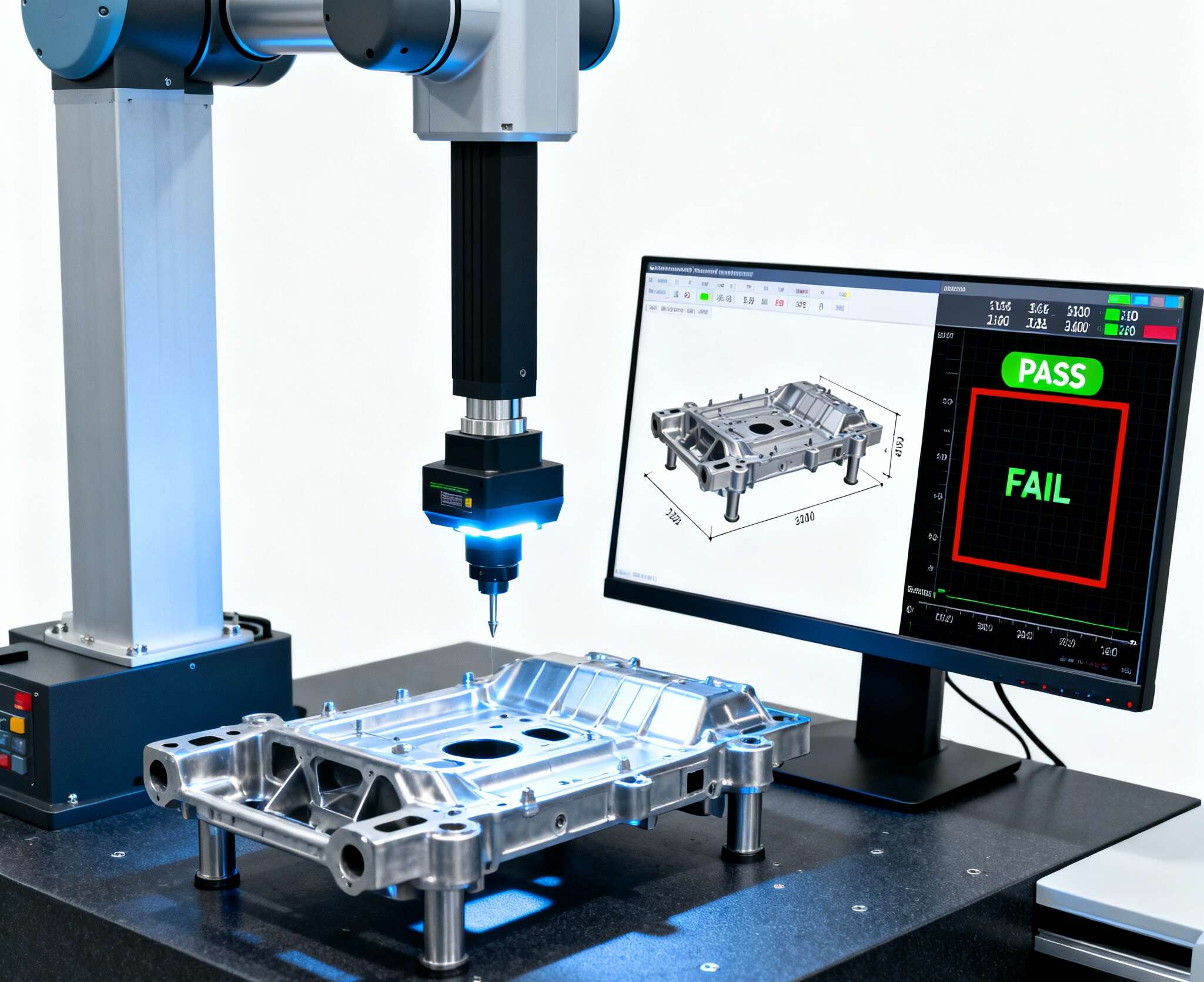
Das Ziel: Wir stellen sicher, dass jedes ausgelieferte Gehäuse sauber montiert ist, richtig gekühlt wird und das Rackleben ohne seltsame Quietschgeräusche oder heiße Stellen übersteht.
- Abmessungen / mechanischer Sitz: Halten Sie die Zeichnungstoleranzen für alle Merkmale ein, die sich auf Bezugspunkte beziehen - Lochabstände für Schienen, Abstandsmuster für Motherboards, PCIe-Ausrichtung, Position der Lüfterwand und Netzteilschacht. Behandeln Sie Schlüsselpassungen (Schienen-zu-Rack, Board-zu-I/O) als besondere Eigenschaften.
- Funktion: Türen lassen sich ohne Reibung öffnen/schließen, Verriegelungen verriegeln, Ablagen gleiten mit der angegebenen Kraft, Lüfter und Filter lassen sich ohne Werkzeug warten, wenn die Konstruktion dies vorsieht. Kabelkanäle müssen Steckverbinder unter dem Biegeradius freilassen. Keine Grate in den Fingerwegen.
- Schweißnähte und Verbindungen: Keine Risse, keine fehlende Verschmelzung, keine Porositätscluster in den Belastungspfaden. Punktschweißnuggets müssen im Schältest halten; MIG/TIG-Nähte müssen durchgängig sein, wo es der Druck verlangt. Sichtbare Spritzer werden entfernt.
- Beenden: Gleichmäßige Beschichtung, keine Blasen, keine blanken Kanten in korrosionsgefährdeten Zonen. Erdungspunkte maskiert und leitfähig.
- Handhabung/Verpackung: Schaumstoff und Beutel schützen die Ecken; Schockindikatoren werden bei Massengutsendungen verwendet; das Etikett ist lesbar und scannbar.
Kurze Faustregel: alles, was einen Server vom Netz nehmen oder einen Kartentausch blockieren kann = kritisch; alles, was Techniker verlangsamt = Haupt; nur kosmetisch = geringfügig. Einfach.
AQL für Fahrgestelle (ISO 2859-1 Probenahmepläne)
Sie können nicht jedes Los 100%-inspect ewig prüfen. Wir verwenden AQL als die Waage zwischen Risiko und Kosten.
- Start bei Allgemeine Inspektion Stufe II.
- Fehler einstufen in Kritisch / Major / Minor.
- Typische Ziele: Kritischer AQL = 0, Haupt-AQL = 2,5%, Kleiner AQL = 4,0%. Neuer Lieferant? Ziehen Sie Major auf 1,0% an, bis sich ihr Prozess stabilisiert.
- Eskalation: Wenn Sie eine Trendabweichung feststellen, gehen Sie zu Stufe III über und führen verschärfte Kontrollen durch; wenn sich der Prozess stabilisiert, gehen Sie zu reduzierten Kontrollen über.
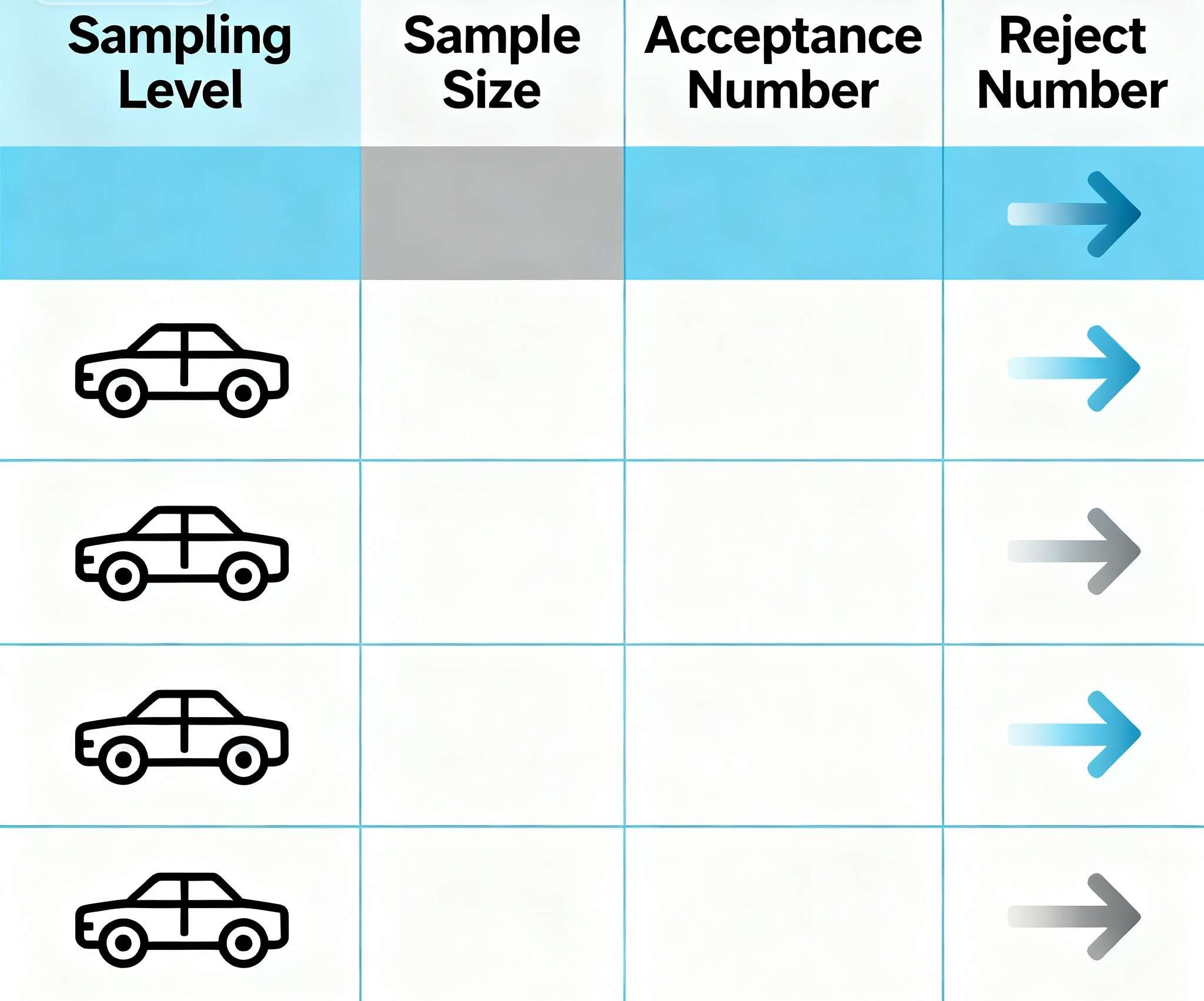
Beispiel einer Stichprobentabelle (illustrativ)
| Losgröße (Stück) | Ebene | Code | Stichprobengröße (n) | AQL kritisch (0) - AC/RE | AQL-Hauptfach (2.5) - AC/RE | AQL Nebenfach (4.0) - AC/RE |
|---|---|---|---|---|---|---|
| 501-1,200 | II | K | 125 | 0 / 1 | 7 / 8 | 10 / 11 |
| 1,201-3,200 | II | L | 200 | 0 / 1 | 10 / 11 | 14 / 15 |
| 3,201-10,000 | II | M | 315 | 0 / 1 | 14 / 15 | 21 / 22 |
AC = annehmen, wenn ≤ AC Fehler; RE = zurückweisen bei RE oder mehr. Für Kritisch mit AQL=0, eine reicht aus, um das Los durchfallen zu lassen. Harsch? Ja, sehr. Aber Ausfallzeiten sind noch härter.
Schweißnahtabnahme für Fahrgestelle (ISO 5817 mindset, Werkstattkontrollen)
Fahrgestelle sind keine Brückenträger, aber die Qualität der Schweißnähte entscheidet über die Zuverlässigkeit. Für Gestelle, Gleitschienen und GPU-Verstrebungen:
- Visuelle Akzeptanz: keine Risse, keine Hinterschneidungen an den Kanten, keine Kraterlöcher bei Stopp-Starts, kein Durchbrennen in kosmetischen Bereichen. Glatter Zehenübergang.
- Punkt-/Spritzschweißungen: Überprüfung der Nuggetgröße durch Schältests; keine übersprungenen Stellen an Mustern, die Last tragen (Schienen, Griffe).
- Nahtschweißungen auf Lastpfaden: durchgehende Wulst, wo erforderlich; Spritzer abschleifen; Wulsthöhe innerhalb der Zeichnung oder Arbeitsanweisung halten.
- Regeln überarbeiten: Schweißnahtreparaturen erfordern eine erneute Inspektion; Hitzeverfärbungen müssen gereinigt werden, wenn sie die Beschichtung oder die Leitfähigkeit beeinträchtigen.
In der Praxis wird die Schweißnahtabnahme mit AQL=0 für An-/Abwesenheitskontrollen an sicherheitsrelevanten Stellen. Wenn Sie hier nicht spielen wollen, dann tun wir das auch nicht.
Prozessfähigkeit für besondere Merkmale (Cpk/Ppk)
AQL-Griffe Eigenschaften (gut/schlecht). Für Variablen (Abmessungen), Lauffähigkeit:
- Kritische Merkmale (Kartenausrichtung, Schieneneingriff, Spielfeldsperre): Cpk/Ppk ≥ 1,67. Wenn die Fähigkeit nicht ausreicht, sperren Sie die Prüfung 100%, bis Sie den Prozess aufheben.
- Allgemeine Merkmale (Ebenheit der Abdeckung, Schlitzbreite, kosmetische Lücken): Cpk/Ppk ≥ 1,33.
Kurz gesagt: Halten Sie die Stapel ein, wo ein Millimeter Abweichung einen Schlitten blockieren oder einen PCIe-Riser falsch ausrichten kann. Lassen Sie nicht zu, dass die Toleranz Ihr Mittagessen auffrisst.
Fehlerkategorien, Maßnahmen und typische Fahrgestellbeispiele
| Kategorie | Typische Fahrgestellbeispiele | Auswirkungen auf die Kunden | AQL-Ziel | Aktion bei Misserfolg |
|---|---|---|---|---|
| Kritisch | Falscher Abstandsplan, fehlender Erdungsvorsprung, lose Schweißnaht an der Schienenhalterung, falsch ausgeschnittener PSU-Schacht | Dienstsperre, Ausfallrisiko | 0 | Stopplinie, Quarantäne, Sortierung 100%, Grundursache, Genehmigung des ersten Stücks vor dem Neustart |
| Major | Falsch sitzende Türverriegelung, nicht passende Schraubenlöcher in der Lüfterwand, verdrehter Filterrahmen, scharfe Kante der Kabelrinne | Umständliche Installation, höheres RMA-Risiko | 2,5% (oder 1,0% für Neubauten) | Partie eindämmen, Abhilfemaßnahmen ergreifen, auf Stufe III zurückgehen, bis sie stabil ist |
| Kleinere | Kleine Lackierfeder, kleiner Kratzer auf der nicht sichtbaren Oberfläche | Nur kosmetisch | 4.0% | Nachbesserung, wenn einfach, sonst mit Zugeständnisregeln akzeptieren |
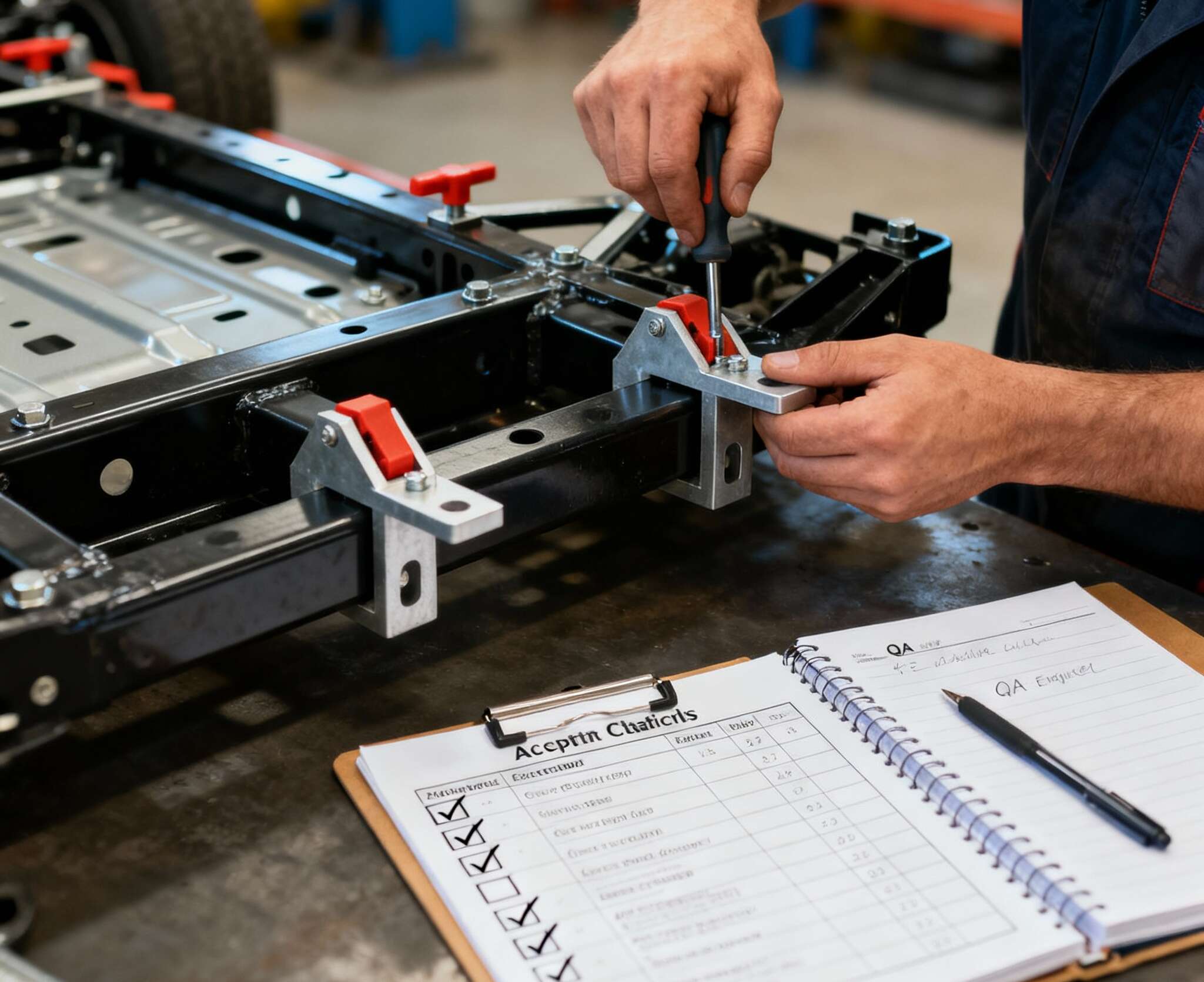
Realitätsnahes Szenario: Einbau auf Rack-Ebene und Wärmespanne
Situation: ein Kunde lagert 200 Einheiten gemischter GPU-Knoten und Ablagefächer. Die Techniker berichten, dass die Tabletts im oberen Drittel der Regale klemmen und die heißen Gänge stachelig werden.
Was wir überprüfen:
- Abstand von Schiene zu Schiene gegenüber der Spezifikation des Rack-Anbieters (Prozessfähigkeit zuerst, nicht nur bestanden/nicht bestanden).
- Sperrfrist für Karten um GPUs mit doppelter Breite; Parallelität der Riserflächen.
- Spalt zwischen Ventilatorwand und Filter-Luft-Bypass raubt CFM.
- Aufbau der Beschichtung auf Erdungspads - elektrischer Durchgang.
Eindämmung: Kritisch = AQL 0 für Schienenlochabstand und Erdungspunkte; Haupt = AQL 1,0 für Verriegelungskraft; Neben = 4,0 für Farbflecken.
Reparieren: Shim-Kit nach Werkzeugwechsel ausgemustert; Beschichtungsmaske verbreitert; Fähigkeit auf Cpk ≥ 1,67 bei Rail-Pitch erhöht. Ops atmet wieder auf. Keine Magie, nur Disziplin.
Spielbuch für das Lieferantenmanagement (knapp, aber menschlich)
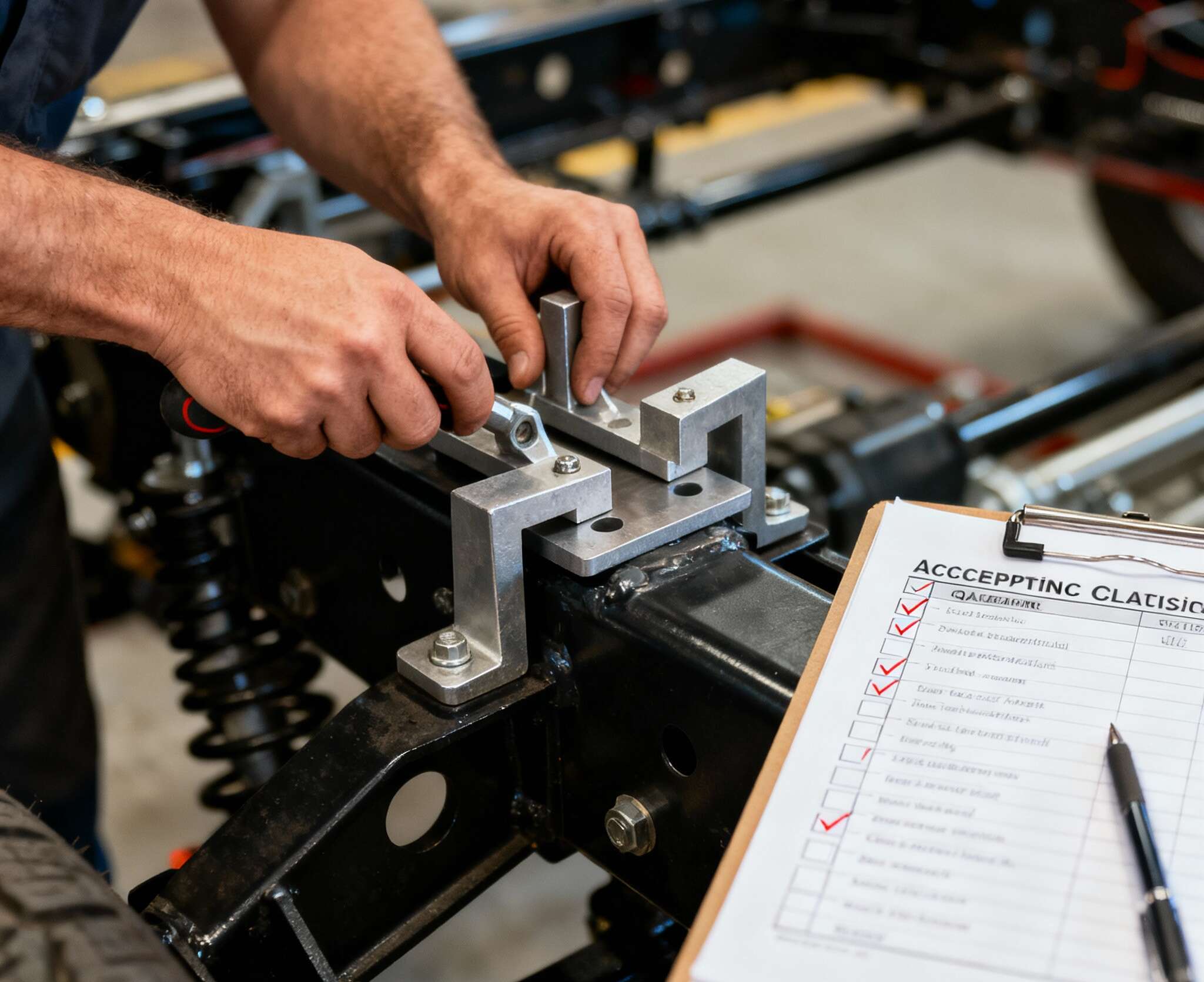
- Anstoß: PPAP/FAI für jede neue Server-PC-Gehäuse oder Computergehäuse Server Formfaktor. Goldene Probe lebt in einem verschlossenen Schrank (wirklich).
- Kontrollplan: Besondere Merkmale mit ◆ auf den Ausdrucken kennzeichnen; Messverfahren einfrieren (Vorrichtung + Messgerät R&R durchgeführt).
- Eingehend: Verwenden Sie die obige AQL-Tabelle; eskalieren Sie im Trend, entspannen Sie sich nach anhaltender Stabilität.
- Kontrolle ändern: Jede Änderung der Matrize, der Beschichtung oder der Schweißvorrichtung muss gemeldet und mit Delta FAI versehen werden. Kein “wir dachten, es ist in Ordnung”. Dieser Teil ist kritisch.
- Rückkopplungsschleife: RMA-Etiketten enthalten genaue Angaben zum Fehlermodus - “Tray bind at 42U”, “Riser skew”, “Fan door rub” -, damit das Werk keine Geister jagt.
Wie IStoneCase dies in Gehäuseprogramme einbaut
Wir liefern an Rechenzentren, KI-Labore und MSPs, die sich fehlerhafte Hardware nicht leisten können. Also bauen wir die Akzeptanz in das Design und die Produktlinie ein:
- Design für Passform und Service: werkzeuglose Ablagen, die sich tatsächlich entriegeln lassen, Kabelkanäle, die 12VHPWR-Biegungen ausgleichen, und Lüfterklappen, die nicht klemmen.
- GPU-Luftstrom Realitäten: Modellierung der Prallplattengeometrie und anschließende Validierung mit Rauch- und Temperaturkarten, nicht nur CFD.
- Integrität von Schiene und Führung: Führungsschienen mit Drehmoment versehen und auf Durchbiegung geprüft; Schweißpläne an Haltevorrichtungen befestigt.
- Dokumentation: Der Reisende erhält einen AQL-Plan, Fehlerbilder und Go/No-Go-Anzeigen. Neuer Bediener? Sie passieren immer noch das gleiche Tor.
Wenn Sie eine Spezifikation für eine server rack pc gehäuse, Server-PC-Gehäuse, Computergehäuse Server, oder atx-Server-Gehäuse, können Sie uns frühzeitig einbinden. Wir passen auch an GPU-Server-Gehäuse, Rackmount-Gehäuse, Gehäuse für Wandmontageund NAS-Geräte für ungewöhnliche Luftströme oder Kabelbegrenzungen. OEM/ODM ist unser tägliches Brot; Serienkäufe und Großhandel sind auch in Ordnung.
Schnellreferenztabellen (druckfreundlich)
Fehlersortierung & Abnahme
| Klasse | AQL | Typische Beispiele |
|---|---|---|
| Kritisch | 0 | Falsches Lochmuster; fehlerhafter Boden; fehlende oder gerissene Schweißnaht; Riegel kann nicht gesichert werden |
| Major | 2.5% | Tray binden; falsch platzierte Fächerwand; Untermaske auf Beschichtung; scharfe Kanten |
| Kleinere | 4.0% | Kleine Farbspitzen, leichte Kratzer, Logo nicht zentriert |
Fähigkeitsschwellen für besondere Merkmale
| Merkmalstyp | Fähigkeitsziel | Anmerkung zur Messung |
|---|---|---|
| Schienenlochabstand, Abstandsraster, GPU-Sperre | Cpk/Ppk ≥ 1,67 | Halterung + MSA; Überwachung x-bar/R |
| Tür-/Riegelkraft, Tablettrutsche | Cpk/Ppk ≥ 1,33 | Kalibriertes Kraftmessgerät verwenden |
| Kosmetische Lücken/Abflachungen | Cpk/Ppk ≥ 1,33 | Fühlerlehre oder Laserscan |


