
Usted construye o compra un chasis porque el tiempo de actividad es importante. Si el bastidor, los raíles, las soldaduras o las tolerancias de las chapas metálicas fallan, los ventiladores empiezan a traquetear, los tableros se asientan mal, las vibraciones aumentan y el busca de alguien se enciende a las 3 de la mañana. criterios de aceptación y AQL para chasis de forma sencilla, probada sobre el terreno y lista para la producción. Utilizaré el lenguaje de los talleres y las salas de calidad, no el de un libro de texto. También explicaré cómo lo hacemos en IStoneCase-diseñamos y fabricamos armarios para GPU y servidores a gran escala, así que estas cosas no son teoría para nosotros.
Criterios de aceptación del chasis (dimensiones, funcionamiento, soldaduras, acabado)
Objetivo: Asegúrese de que todos los chasis enviados se montan limpiamente, se refrigeran correctamente y sobreviven a la vida en bastidor sin chirridos extraños ni puntos calientes.
- Dimensiones / ajuste mecánico: Respete las tolerancias de los planos en todas las características basadas en datos: paso de los orificios de los raíles, patrón de separación de la placa base, alineación de PCIe, posición de la pared del ventilador y bahía de la fuente de alimentación. Para los ajustes clave (raíles a bastidor, placa a E/S), trátelos como características especiales.
- Función: Las puertas se abren/cierran sin roces, los pestillos se cierran, las bandejas se deslizan con la fuerza especificada, los ventiladores y filtros se mantienen sin herramientas si el diseño lo indica. Los pasacables deben despejar los conectores por debajo del radio de curvatura. No debe haber rebabas en el paso de los dedos.
- Soldaduras y uniones: Sin grietas, sin falta de fusión, sin grupos de porosidad en las trayectorias de carga. Los cordones de soldadura por puntos deben mantenerse según la prueba de pelado; los cordones MIG/TIG deben ser continuos donde lo indique la impresión. Salpicaduras visibles eliminadas.
- Acabado: Recubrimiento uniforme, sin ampollas, sin bordes desnudos en zonas de riesgo de corrosión. Puntos de tierra enmascarados y conductores.
- Manipulación / embalaje: La espuma y el embolsado protegen las esquinas; se utilizan indicadores de choque en los envíos a granel; etiqueta legible y escaneable.
Regla rápida: cualquier cosa que pueda dejar fuera de línea a un servidor o bloquear un intercambio de tarjetas = crítico; cualquier cosa que ralentice a los técnicos = mayor; sólo cosmética = menor. Fácil.
AQL para chasis (planes de muestreo ISO 2859-1)
No se puede 100%-inspeccionar cada lote para siempre. Utilizamos AQL como el dial entre riesgo y coste.
- Comienza en Inspección general de nivel II.
- Clasificar los defectos en Crítico / Mayor / Menor.
- Objetivos típicos: NCA crítico = 0, NCA mayor = 2,5%, NCA menor = 4,0%. ¿Nuevo proveedor? Apriete Mayor a 1.0% hasta que su proceso se estabilice.
- Escalado: cuando observe una desviación de la tendencia, pase al nivel III y utilice la inspección reforzada; cuando el proceso se mantenga estable, pase a la inspección reducida.
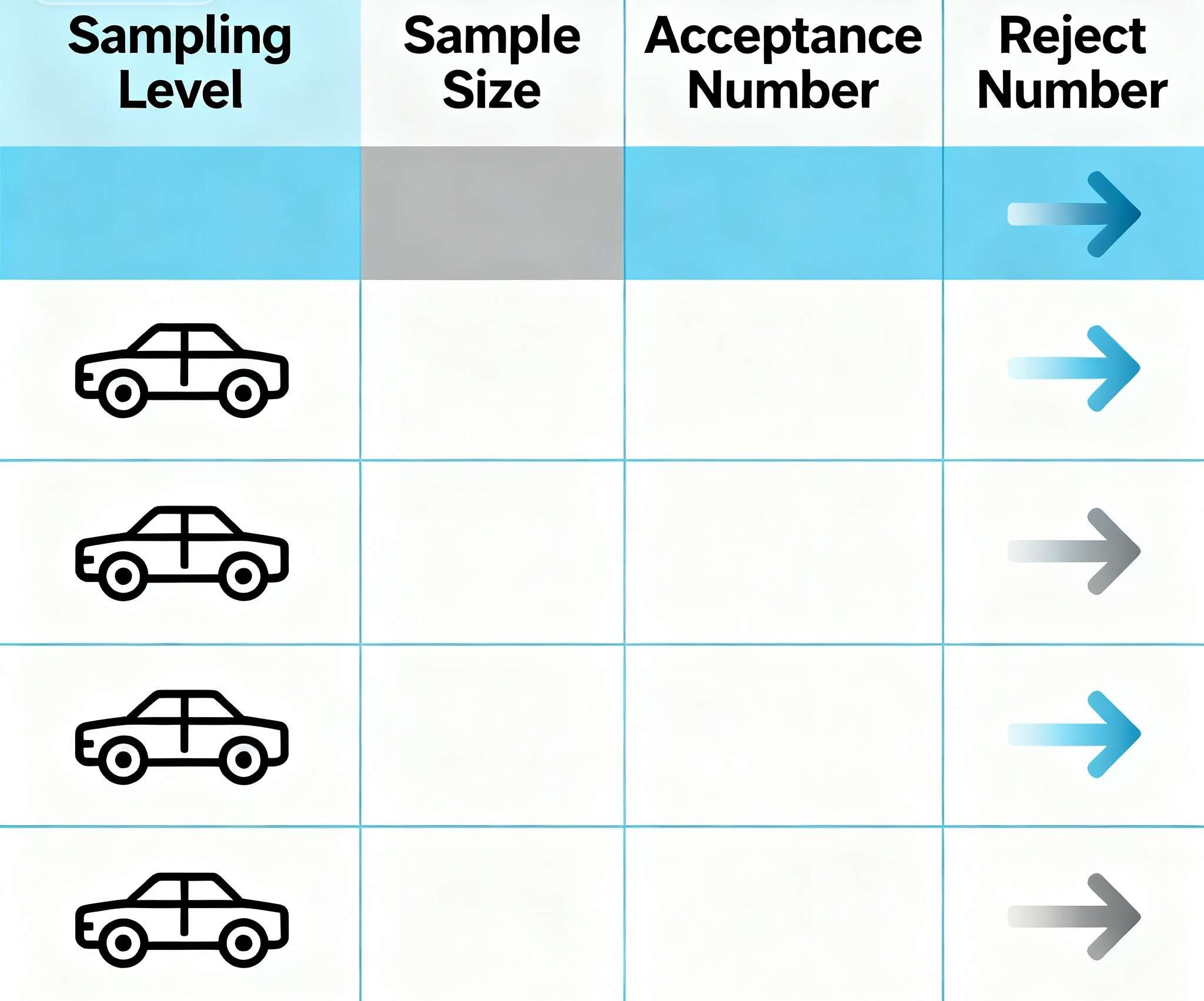
Ejemplo de cuadro de muestreo (ilustrativo)
| Tamaño del lote (unidades) | Nivel | Código | Tamaño de la muestra (n) | AQL Crítico (0) - AC/RE | AQL Mayor (2,5) - AC/RE | AQL Menor (4.0) - AC/RE |
|---|---|---|---|---|---|---|
| 501-1,200 | II | K | 125 | 0 / 1 | 7 / 8 | 10 / 11 |
| 1,201-3,200 | II | L | 200 | 0 / 1 | 10 / 11 | 14 / 15 |
| 3,201-10,000 | II | M | 315 | 0 / 1 | 14 / 15 | 21 / 22 |
AC = aceptar si ≤ AC defectos; RE = rechazar en RE o más. Para Crítico con NCA=0, un es suficiente para suspender el lote. ¿Duro? Sí. Pero el tiempo de inactividad es más duro.
Aceptación de soldaduras para chasis (mentalidad ISO 5817, comprobaciones en taller)
Los chasis no son vigas de puente, pero la calidad de las soldaduras sigue siendo decisiva para la fiabilidad. Para bastidores, guías de deslizamiento y refuerzo de GPU:
- Aceptación visual: sin grietas, sin socavaduras en los bordes, sin agujeros de cráter en los arranques, sin quemaduras en las zonas cosméticas. Transición suave de la puntera.
- Soldaduras por puntos/de proyección: verificar el tamaño de la pepita mediante pruebas de pelado; no omitir puntos en los patrones que soportan carga (raíles, asas).
- Soldaduras en vías de carga: cordón continuo cuando sea necesario; esmerilar salpicaduras; mantener la altura del cordón dentro del plano o de las instrucciones de trabajo.
- Rehacer las reglas: las reparaciones de soldadura requieren una nueva inspección; la decoloración por calor debe limpiarse si afecta al revestimiento o a la conductividad.
En la práctica, emparejamos la aceptación de la soldadura con NCA=0 para comprobaciones del tipo presencia/ausencia en juntas relevantes para la seguridad. Si no quieres apostar aquí, no lo hacemos.
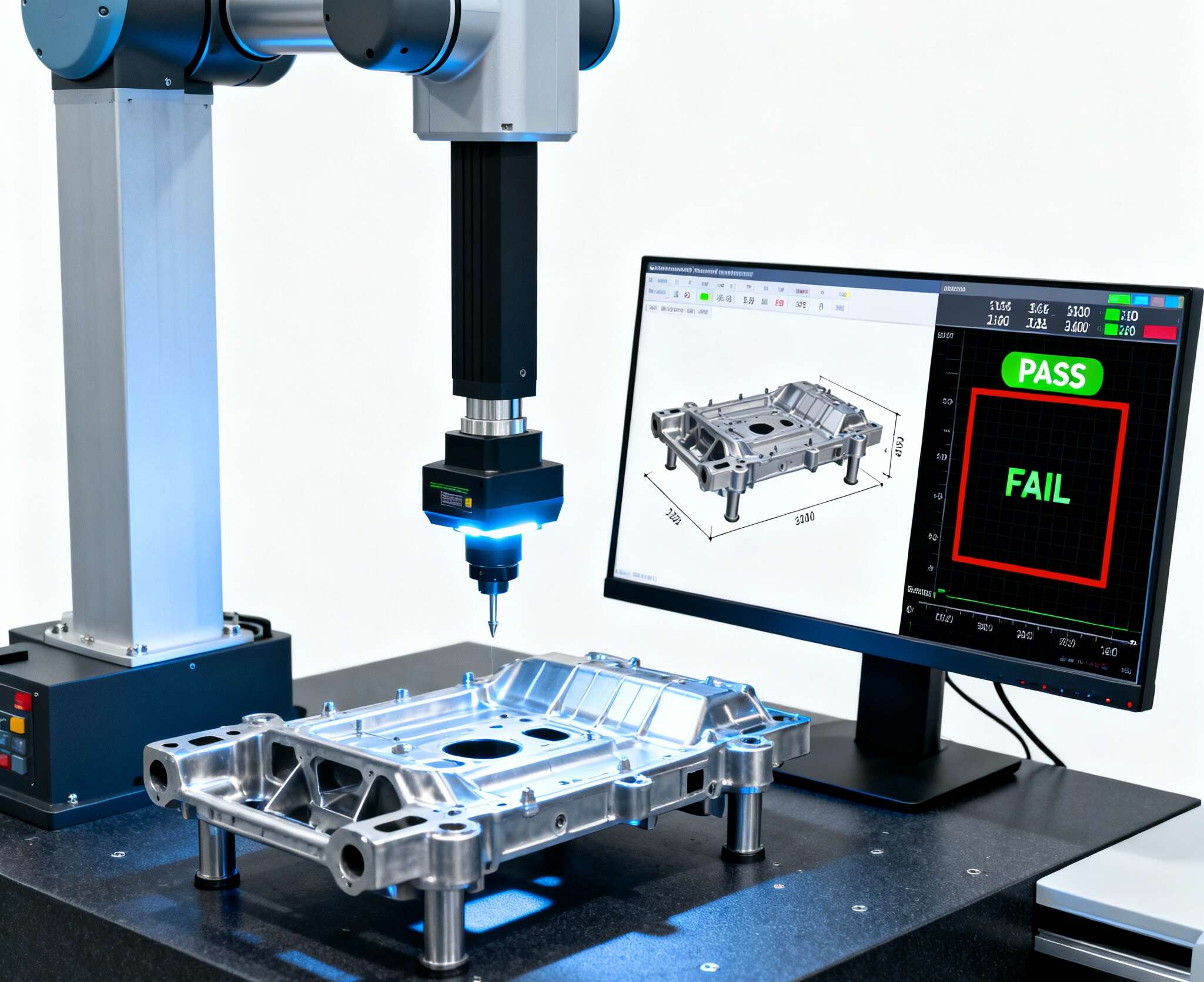
Capacidad de proceso para características especiales (Cpk/Ppk)
Asas AQL atributos (bueno/malo). Para variables (dimensiones), capacidad de ejecución:
- Características críticas (alineación de las cartas, enganche de los raíles, retención del tablero): Cpk/Ppk ≥ 1,67. Si la capacidad se queda corta, bloquee la comprobación 100% hasta que levante el proceso.
- Características generales (planitud de la cubierta, anchura de la ranura, huecos cosméticos): Cpk/Ppk ≥ 1,33.
Versión resumida: mantenga los apilamientos donde una desviación milimétrica puede atascar un patín o desalinear un elevador PCIe. No dejes que la tolerancia se coma tu almuerzo.
Categorías de defectos, acciones y ejemplos típicos de chasis
| Categoría | Ejemplos de chasis típicos | Impacto en el cliente | Objetivo AQL | Acción en caso de suspenso |
|---|---|---|---|---|
| Crítica | Mapa de separación incorrecto, falta el saliente de tierra, soldadura suelta en el soporte del riel, corte incorrecto de la bahía de la fuente de alimentación. | Bloqueo del servicio, riesgo de interrupción | 0 | Línea de parada, cuarentena, clasificación 100%, causa raíz, aprobación de la primera pieza antes del reinicio |
| Mayor | Pestillo de la puerta mal ajustado, agujeros de los tornillos de la pared del ventilador fuera de paso, marco del filtro torcido, borde afilado de la bandeja de cables. | Instalación complicada, mayor riesgo de RMA | 2,5% (o 1,0% para nuevas construcciones) | Contener lote, acción correctiva, revertir a Nivel III hasta que esté estable. |
| Menor | Pequeño plumín de pintura, pequeña rozadura en la superficie no visible | Sólo cosmética | 4.0% | Rehacer si es fácil, si no, aceptar con normas de concesión |
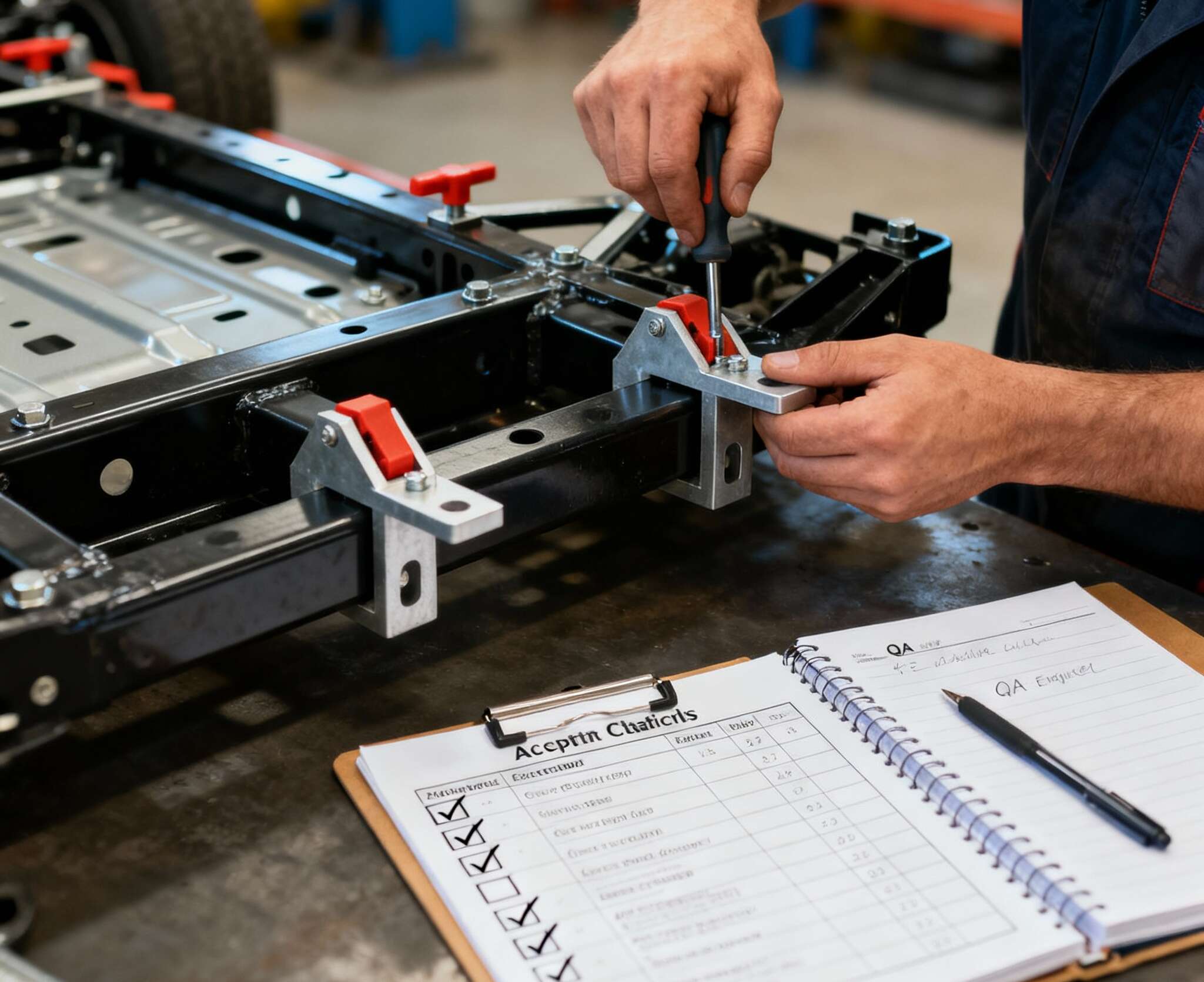
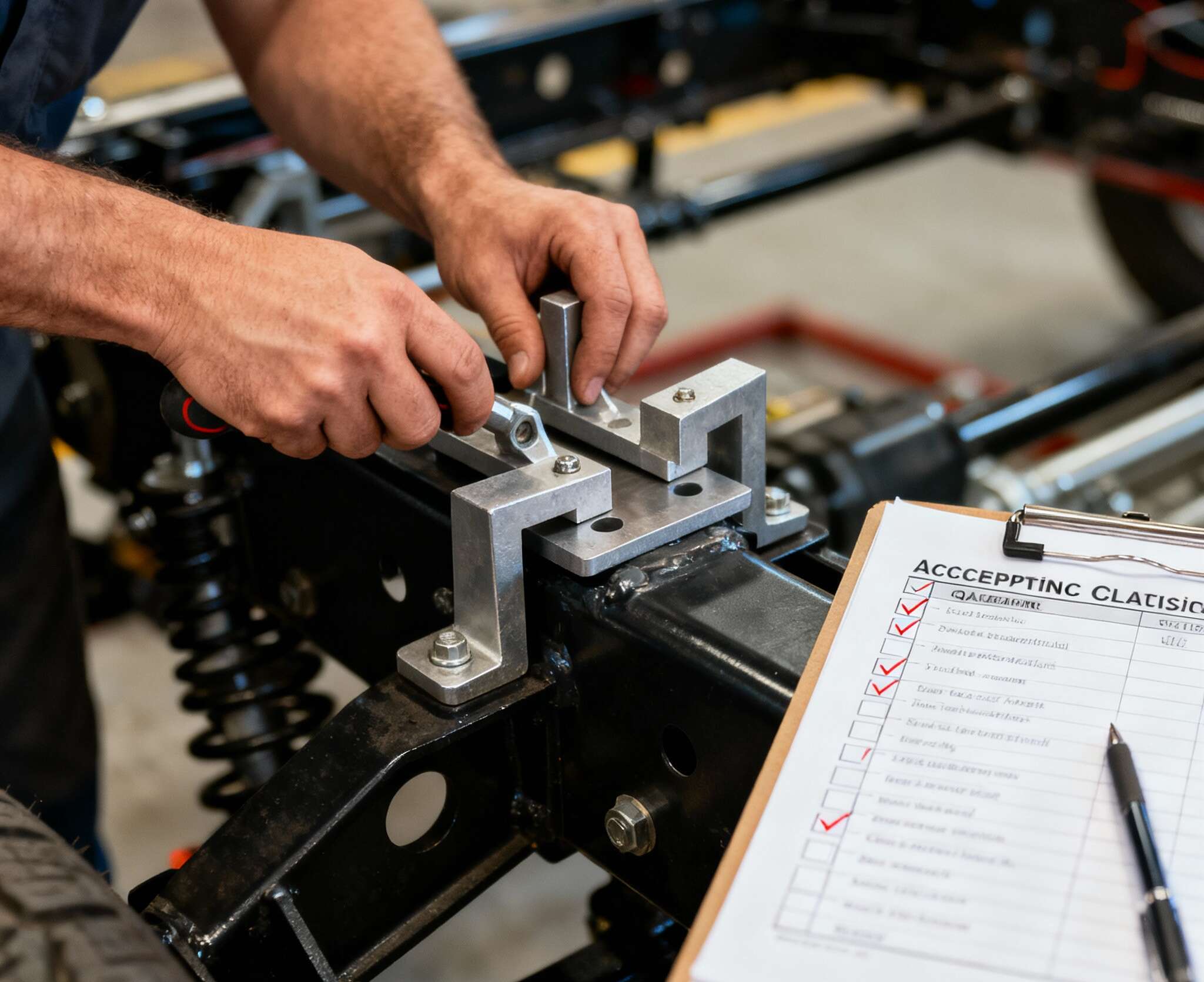
Escenario real: ajuste a nivel de bastidor y margen térmico
Situación: un cliente almacena 200 unidades de Nodos GPU y bandejas de almacenamiento. Los técnicos señalan que las bandejas se atascan en el tercio superior de las estanterías y que los pasillos calientes se vuelven puntiagudos.
Lo que comprobamos:
- Paso de carril a carril frente a las especificaciones del proveedor de bastidores (primero la capacidad de proceso, no sólo el aprobado/no aprobado).
- Retención de tarjetas en torno a GPU de doble ancho; paralelismo en la cara del elevador.
- Separación entre la pared del ventilador y el filtro-El bypass de aire roba CFM.
- Formación del revestimiento en las zapatas de conexión a tierra-continuidad eléctrica.
Contención: Crítico = AQL 0 en el paso de los orificios de los raíles y los puntos de conexión a tierra; Mayor = AQL 1,0 en la fuerza de cierre; Menor = 4,0 en las motas de pintura.
Arréglalo: kit de calces retirado tras el cambio de matriz; máscara de revestimiento ampliada; capacidad aumentada a Cpk ≥ 1,67 en paso de carril. Operaciones respira de nuevo. No es magia, es disciplina.
Manual de gestión de proveedores (estricto, pero humano)
- Comienzo: PPAP/FAI para cada nuevo caja pc servidor o caja del ordenador servidor factor de forma. La muestra dorada vive en un armario cerrado (de verdad).
- Plan de control: marcar las características especiales con ◆ en las impresiones; método de medición congelado (fijación + calibre R&R realizado).
- Entrante: Utilice la tabla AQL anterior; aumente en función de la tendencia, relaje después de una estabilidad sostenida.
- Control de cambios: cualquier cambio de matriz, revestimiento o fijación de soldadura requiere notificación y delta FAI. Nada de “pensábamos que estaba bien”. Esta parte es crítica.
- Bucle de retroalimentación: Las etiquetas RMA llevan las palabras exactas del modo de fallo - “bandeja atascada en 42U”, “elevador torcido”, “roce de la puerta del ventilador”- para que la fábrica no persiga fantasmas.
Cómo lo incorpora IStoneCase a los programas de chasis
Suministramos a centros de datos, laboratorios de inteligencia artificial y proveedores de servicios gestionados que no pueden permitirse un hardware defectuoso. Por eso integramos la aceptación en el diseño y la línea:
- Diseño para ajuste y servicio: bandejas sin herramientas que realmente se desatascan, canales de cables que despejan las curvas de 12VHPWR y puertas de ventilador que no se enganchan.
- Realidades del flujo de aire de la GPU: geometría del deflector modelada, luego validada con mapas de humo y temperatura, no sólo CFD.
- Integridad de raíles y guías: carriles guía apretados y comprobados en cuanto a flecha; mapas de soldadura atados a dispositivos de sujeción.
- Documentación: El viajero incluye el plan AQL, imágenes de defectos y medidores go/no-go. ¿Nuevo operador? Siguen pasando por la misma puerta.
Si está especificando un caja pc rack servidor, caja pc servidor, caja del ordenador servidoro servidor atx caso, Puede contactarnos con antelación. También personalizamos Servidor GPU, Caja para montaje en bastidor, Caja de paredy Dispositivos NAS para problemas de flujo de aire o de cables. OEM/ODM es nuestro pan de cada día; las compras por lotes y al por mayor también están bien.
Tablas de consulta rápida (para imprimir)
Clasificación y aceptación de defectos
| Grado | AQL | Ejemplos típicos |
|---|---|---|
| Crítica | 0 | Patrón de orificios incorrecto; tierra defectuosa; soldadura estructural faltante o agrietada; el pestillo no se puede asegurar. |
| Mayor | 2.5% | Fijación de la bandeja; pared del ventilador mal colocada; falta de máscara en el revestimiento; bordes afilados |
| Menor | 4.0% | Pequeñas motas de pintura, ligeras rozaduras, logotipo descentrado |
Umbrales de capacidad para características especiales
| Tipo de función | Objetivo de capacidad | Nota de medición |
|---|---|---|
| Paso de los orificios de los raíles, rejilla de separación, GPU keep-out | Cpk/Ppk ≥ 1,67 | Fijación + MSA; monitor x-bar/R |
| Fuerza de la puerta/cierre, deslizamiento de la bandeja | Cpk/Ppk ≥ 1,33 | Utilizar un dinamómetro calibrado |
| Lagunas/planeamientos estéticos | Cpk/Ppk ≥ 1,33 | Palpador o escáner láser |


