
Constrói-se ou compra-se um chassis porque o tempo de funcionamento é importante. Se a estrutura, as calhas, as soldaduras ou as tolerâncias das chapas metálicas falharem, as ventoinhas começam a chocalhar, as placas não assentam, a vibração aumenta e o pager de alguém acende às 3 da manhã. critérios de aceitação e AQL para chassis de uma forma simples, testada no terreno e pronta para produção. Utilizarei a linguagem do chão de fábrica e das salas de qualidade, não de um livro didático. Também vou falar sobre como lidamos com isso na IStoneCase-Concebemos e fabricamos gabinetes de GPU e de servidores em grande escala, pelo que isto não é teoria para nós.
Critérios de aceitação do quadro (dimensões, função, soldaduras, acabamento)
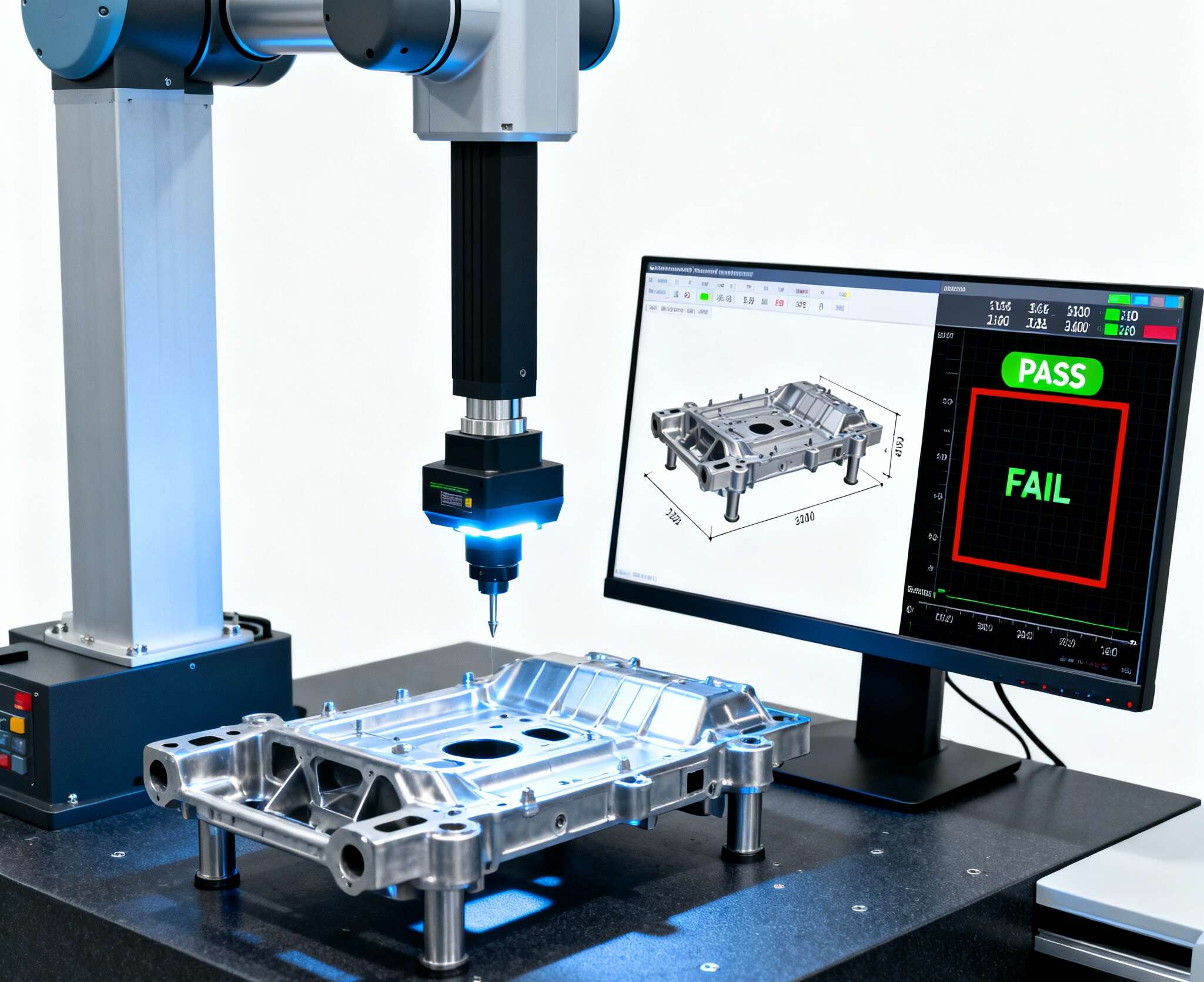
Objetivo: certificar-se de que cada chassis enviado é montado de forma limpa, arrefece corretamente e sobrevive à vida útil do bastidor sem rangidos estranhos ou pontos quentes.
- Dimensões / ajuste mecânico: Respeite as tolerâncias do desenho em todas as caraterísticas orientadas para os dados - passo do orifício da calha, padrão do suporte da placa-mãe, alinhamento PCIe, posição da parede da ventoinha e compartimento da PSU. Para ajustes importantes (trilhos para rack, placa para E/S), trate-os como caraterísticas especiais.
- Função: As portas abrem/fecham sem fricção, os trincos trancam, os tabuleiros deslizam com a força especificada, os ventiladores e os filtros funcionam sem ferramentas, se o projeto assim o exigir. As calhas para cabos devem deixar os conectores livres sob o raio de curvatura. Não há rebarbas nos caminhos dos dedos.
- Soldaduras e juntas: Sem fissuras, sem falta de fusão, sem aglomerados de porosidade nas trajectórias de carga. Os pontos de soldadura por pontos devem ser mantidos por teste de descasque; as costuras MIG/TIG devem ser contínuas onde a impressão o exigir. Remoção de salpicos visíveis.
- Acabamento: Revestimento uniforme, sem bolhas, sem arestas nuas em zonas de risco de corrosão. Pontos de terra mascarados e condutores.
- Manuseamento / embalagem: A espuma e o saco protegem os cantos; os indicadores de choque são utilizados em remessas a granel; o rótulo é legível e digitalizável.
Regra geral: qualquer coisa que possa colocar um servidor offline ou bloquear uma troca de cartões = crítico; tudo o que atrasa os técnicos importante; apenas cosmética = menor. Fácil.
AQL para chassis (planos de amostragem ISO 2859-1)
Não é possível inspecionar todos os lotes para sempre. Nós utilizamos AQL como a relação entre o risco e o custo.
- Iniciar em Inspeção Geral Nível II.
- Classificar os defeitos em Crítico / Maior / Menor.
- Objectivos típicos: NQA crítico = 0, AQL principal = 2,5%, NQA menor = 4,0%. Novo fornecedor? Apertar o Major para 1,0% até o processo estabilizar.
- Escalonamento: quando se verificar um desvio da tendência, passe para o nível III e utilize uma inspeção reforçada; quando o processo se mantiver estável, passe para uma inspeção reduzida.
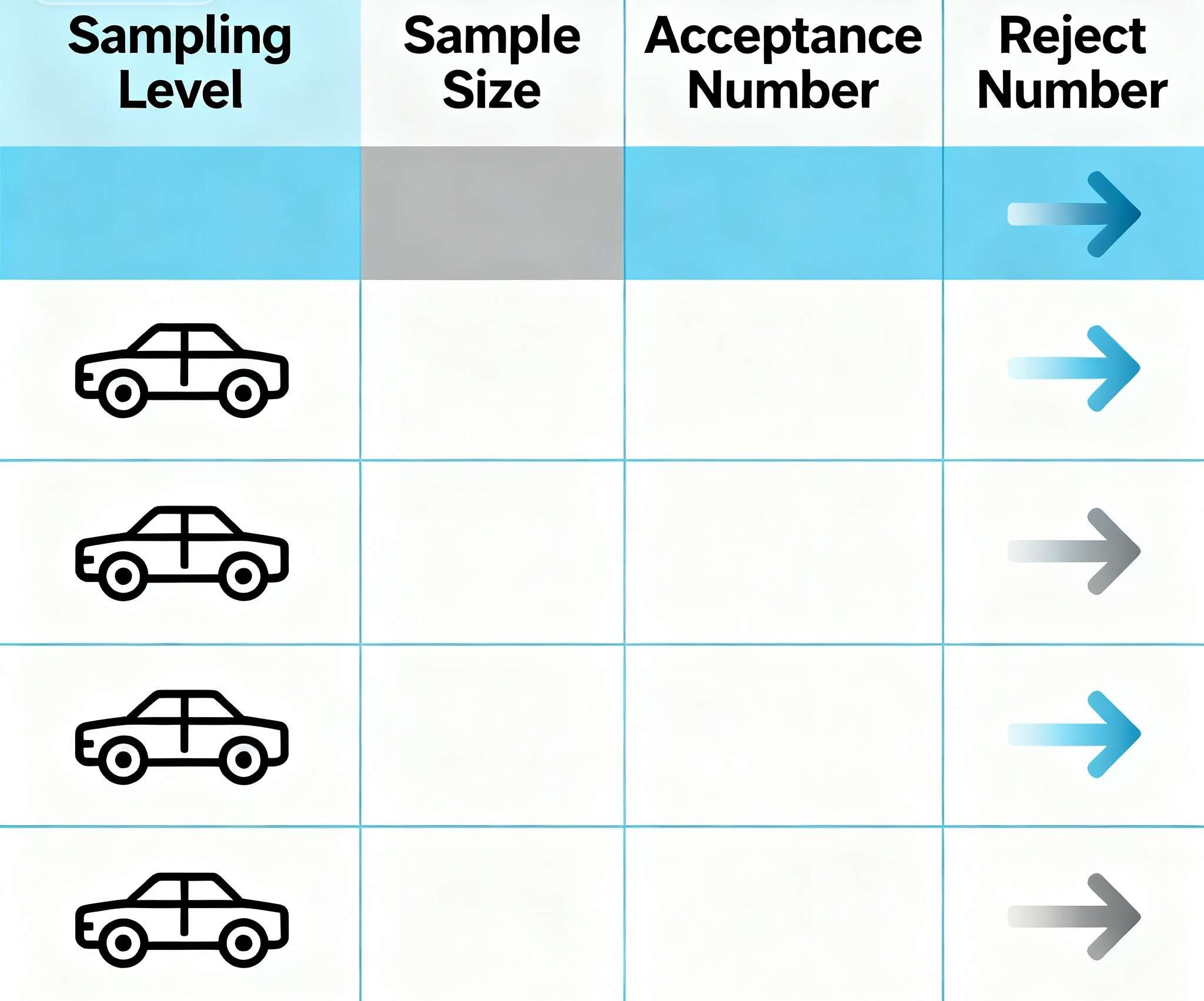
Exemplo de quadro de amostragem (ilustrativo)
| Tamanho do lote (unidades) | Nível | Código | Tamanho da amostra (n) | AQL Crítico (0) - AC/RE | AQL Major (2,5) - AC/RE | AQL Menor (4.0) - AC/RE |
|---|---|---|---|---|---|---|
| 501-1,200 | II | K | 125 | 0 / 1 | 7 / 8 | 10 / 11 |
| 1,201-3,200 | II | L | 200 | 0 / 1 | 10 / 11 | 14 / 15 |
| 3,201-10,000 | II | M | 315 | 0 / 1 | 14 / 15 | 21 / 22 |
AC = aceitar se ≤ AC defeitos; RE = rejeitar em RE ou mais. Para Crítico com AQL=0, um é suficiente para chumbar o lote. Duro? Sim. Mas o tempo de inatividade é mais duro.
Aceitação de soldadura para chassis (ISO 5817 mindset, verificações no local de trabalho)
Os chassis não são vigas de pontes, mas a qualidade da soldadura continua a ser determinante para a fiabilidade. Para racks, calhas de deslizamento e contraventamento GPU:
- Aceitação visual: sem fissuras, sem rebaixamento dos bordos, sem buracos de cratera nos pontos de paragem, sem queimaduras nas áreas cosméticas. Transição suave dos dedos dos pés.
- Soldaduras por pontos/Projeção: verificar o tamanho das pepitas através de testes de descasque; não há pontos falhados nos padrões que suportam carga (calhas, pegas).
- Soldaduras de costura em trajectórias de carga: cordão contínuo quando necessário; esmerilhar os salpicos; manter a altura do cordão dentro do desenho ou das instruções de trabalho.
- Regras de reformulação: as reparações de soldaduras exigem uma nova inspeção; a descoloração provocada pelo calor deve ser limpa se afetar o revestimento ou a condutividade.
Na prática, emparelhamos a aceitação de soldadura com AQL=0 para verificações do tipo presença/ausência de juntas relevantes para a segurança. Se não quer jogar aqui, nós também não queremos.
Capacidade de processamento para caraterísticas especiais (Cpk/Ppk)
Manípulos AQL atributos (bom/mau). Para variáveis (dimensões), capacidade de execução:
- Caraterísticas críticas (alinhamento dos cartões, encaixe dos carris, manutenção do tabuleiro): Cpk/Ppk ≥ 1,67. Se a capacidade for insuficiente, bloquear a verificação 100% até levantar o processo.
- Caraterísticas gerais (planeza da tampa, largura da ranhura, folgas cosméticas): Cpk/Ppk ≥ 1,33.
Versão resumida: mantenha os stack-ups onde um desvio milimétrico pode encravar um sled ou desalinhar um riser PCIe. Não deixe que a tolerância se desvie do seu almoço.
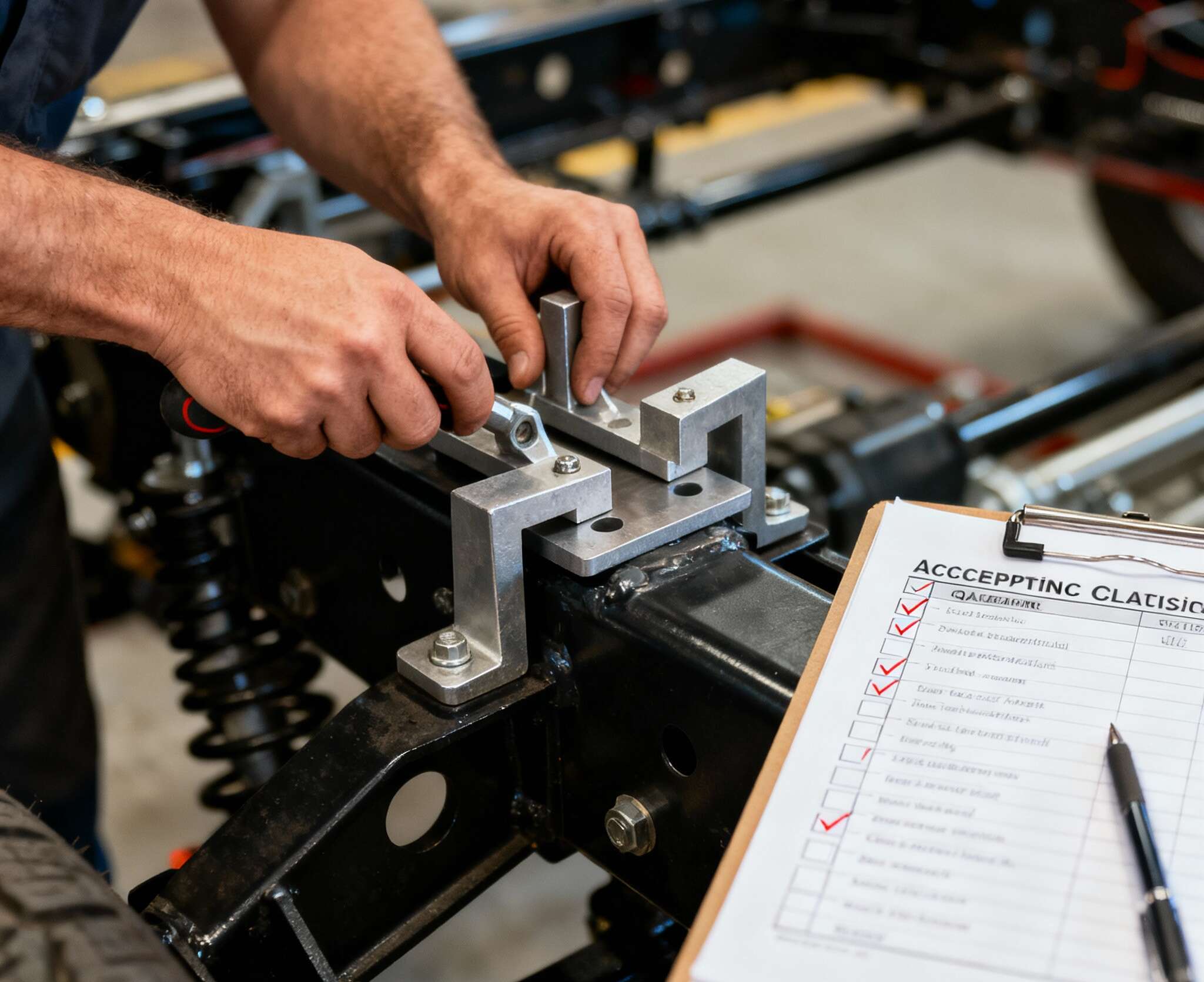
Categorias de defeitos, acções e exemplos típicos de chassis
| Categoria | Exemplos típicos de chassis | Impacto no cliente | Objetivo AQL | Ação em caso de insucesso |
|---|---|---|---|---|
| Crítico | Mapa de afastamento incorreto, falta de massa, soldadura solta no suporte do carril, corte incorreto do compartimento da PSU | Bloqueio de serviço, risco de interrupção | 0 | Linha de paragem, quarentena, classificação 100%, causa raiz, aprovação da primeira peça antes do reinício |
| Major | Encaixe incorreto do fecho da porta, orifícios dos parafusos da parede do ventilador fora do passo, torção da estrutura do filtro, aresta afiada do suporte de cabos | Instalação dolorosa, maior risco de RMA | 2,5% (ou 1,0% para novas construções) | Conter o lote, ação corretiva, reverter para o nível III até ficar estável |
| Menor | Pequeno bico de tinta, pequeno arranhão na superfície não visível | Apenas cosmética | 4.0% | Reformular se for fácil, senão aceitar com regras de concessão |
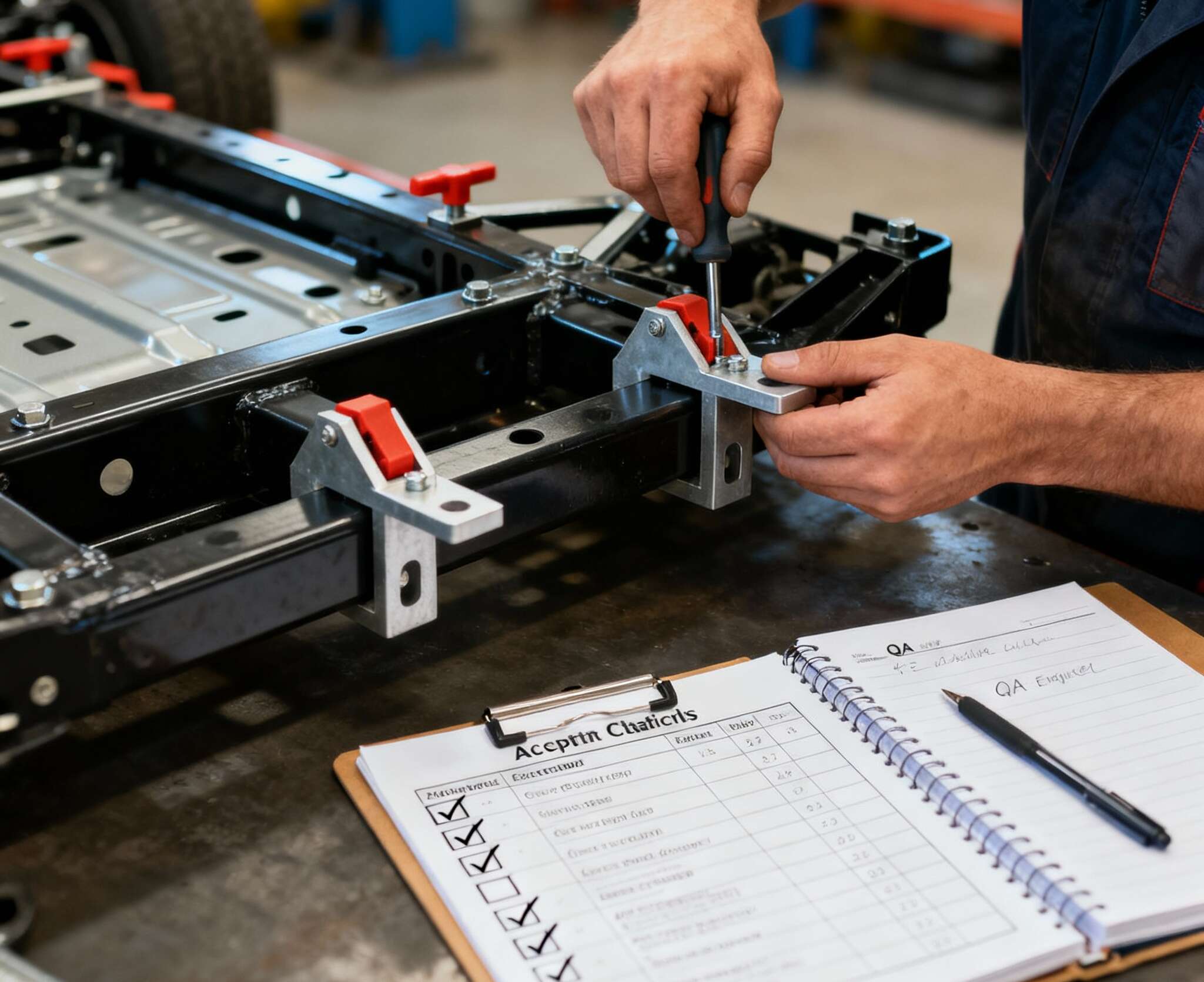
Cenário do mundo real: ajuste ao nível do bastidor e margem térmica
Situação: um cliente coloca em stock 200 unidades de produtos mistos Nós de GPU e tabuleiros de armazenamento. Os técnicos referem que os tabuleiros se prendem no terço superior das prateleiras e que os corredores quentes ficam com picos.
O que verificamos:
- Passo carril a carril versus a especificação do fornecedor de bastidor (em primeiro lugar, a capacidade do processo e não apenas a aprovação/reprovação).
- Manutenção do cartão em torno de GPUs de dupla largura; paralelismo de face de riser.
- Parede do ventilador para o intervalo do filtro-O desvio de ar rouba CFM.
- Construção do revestimento nas almofadas de ligação à terra - continuidade eléctrica.
Contenção: Crítico = AQL 0 na inclinação do furo do carril e nos pontos de ligação à terra; Maior = AQL 1,0 na força de fecho; Menor = 4,0 nas manchas de tinta.
Fixar: kit de calços retirado após mudança de matriz; máscara de revestimento alargada; capacidade aumentada para Cpk ≥ 1,67 na inclinação do carril. As operações voltaram a respirar. Não é mágica, apenas disciplina.
Manual de gestão de fornecedores (rigoroso, mas humano)
- O pontapé de saída: PPAP/FAI para cada novo caixa para pc de servidor ou caixa de computador servidor fator de forma. A amostra dourada vive num armário fechado (a sério).
- Plano de controlo: assinalar as caraterísticas especiais com ◆ nas impressões; método de medição congelado (fixação + calibragem R&R efectuada).
- A chegar: utilizar a tabela de AQL acima; aumentar a tendência, abrandar após estabilidade sustentada.
- Controlo de alterações: qualquer mudança de matriz, revestimento ou dispositivo de soldadura necessita de notificação e delta FAI. Nada de “pensámos que estava tudo bem”. Esta parte é crítica.
- Circuito de retorno: As etiquetas de RMA contêm as palavras exactas do modo de falha - “tray bind at 42U”, “riser skew”, “fan door rub” - para que a fábrica não ande atrás de fantasmas.
Como é que a IStoneCase integra isto nos programas de chassis
Enviamos para centros de dados, laboratórios de IA e MSPs que não podem pagar por hardware defeituoso. Por isso, incorporamos a aceitação no design e na linha:
- Conceção para ajuste e serviço: tabuleiros sem ferramentas que realmente se desencaixam, canais de cabos que permitem curvas de 12VHPWR e portas de ventoinha que não ficam presas.
- Realidades do fluxo de ar da GPU: geometria do deflector modelada, depois validada com mapas de fumo e de temperatura, não apenas CFD.
- Integridade dos carris e guias: calhas-guia apertadas e testadas quanto a descaimento; mapas de soldadura ligados a dispositivos de fixação.
- Documentação: O viajante inclui um plano AQL, imagens de defeitos e medidores de "go/no-go". Novo operador? Continuam a passar pelo mesmo portão.
Se estiver a especificar um caixa de pc para rack de servidor, caixa para pc de servidor, caixa de computador servidor, ou caixa do servidor atx, pode contactar-nos mais cedo. Também personalizamos Caso do servidor GPU, Caixa para montagem em bastidor, Caixa de montagem na paredee Dispositivos NAS para fluxo de ar estranho ou restrições de cabos. O OEM/ODM é o nosso pão de cada dia; as compras em lote e por grosso também são boas.
Tabelas de referência rápida (para impressão)
Classificação e aceitação de defeitos
| Grau | AQL | Exemplos típicos |
|---|---|---|
| Crítico | 0 | Padrão de orifícios errado; falha no aterramento; soldadura estrutural em falta ou fissurada; o trinco não pode ser fixado |
| Major | 2.5% | Aderência do tabuleiro; parede da ventoinha mal colocada; máscara inferior no revestimento; arestas vivas |
| Menor | 4.0% | Pequenos bicos de tinta, ligeiros arranhões, logótipo mal centrado |
Limiares de capacidade para caraterísticas especiais
| Tipo de caraterística | Objetivo de capacidade | Nota de medição |
|---|---|---|
| Passo do orifício do carril, grelha de separação, bloqueio de GPU | Cpk/Ppk ≥ 1,67 | Fixação + MSA; monitor x-bar/R |
| Força da porta/travão, deslizamento do tabuleiro | Cpk/Ppk ≥ 1,33 | Utilizar um medidor de força calibrado |
| Lacunas/planos cosméticos | Cpk/Ppk ≥ 1,33 | Medidor de pressão ou varrimento a laser |


